

镁合金常见压铸缺陷与改善方法
2019-12-07 09:19 浏览:次
1)熔剂夹渣:
缺陷特点:即熔剂夹渣。主要出现在镁-锌-锆(ZM-2)合金中,它的密度远远大于基体的密度,在X光底片上呈白色的块状或粒状影像。
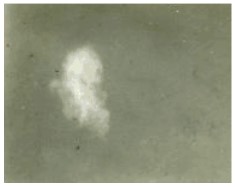
产生原因:主要是ZM-2合金液的熔炼需要使用镁-锆中间合金和熔剂,而镁-锆中间合金的配制又依赖于氯化物的使用,容易形成氯化物夹渣混在其中。
改善方法:通过使用特别加重熔剂、延长静止时间以及增加坩埚底部剩料等措施来克服。
2)氧化夹渣:
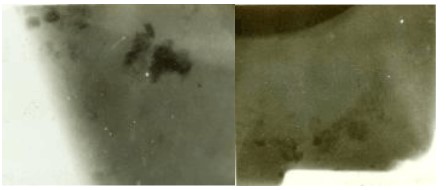
缺陷特点:多分布在铸件表面或铸件转接部分以及铸件内部的各部分。夹渣表面通常是粗糙而形状不规则的孔洞,在X光底片上表现为外形不定而轮廓较清晰的黑斑,其摄影密度深浅不一,有块状或片状连续性。
产生原因:浇注操作不当,例如浇注时产生涡流、搅动和卷入气体。
改善方法:在熔炼过程中加入溶剂精炼,使溶剂吸收各种非金属物质(如氧化物、氮化物等),其后将在静置过程中沉于坩埚底部。
3)裂纹:
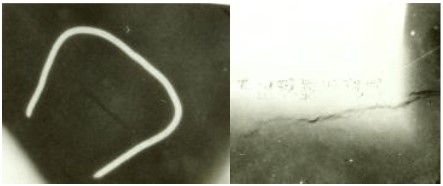
缺陷特点:在X光底片上呈现为黑色小树枝条,有单条或多条,一般出现在铸件厚薄交界处或冷铁交界的缝隙内,分为热裂和冷裂。
产生原因:热裂由于存在严重氧化,其裂开处呈暗灰色,严重的呈黑色。金属型铸零件凸台部位的根部也容易产生裂纹,它们都是因为收缩受阻或分型过早,或取型不平稳等原因所造成。 冷裂可以出现在铸件的任何部位,其产生原因多为铸件被敲打、摔击以及内应力集中所造成。
改善方法:a. 改变零件设计结构,将尖角改为圆角,厚截面均匀地过渡到薄截面;
b. 尽可能使铸件顺序凝固或同时凝固,减少内应力产生。如在铸件上适当放大工艺余量在铸件厚大部分设置冒口或冷铁对胃口根部产生裂纹的铸件注入金属时应沿冒口壁注入或在冒口旁边另开浇口;
c. 控制原料,镁合金条不能含有促使晶粒粗大的合金元素和杂质;
d. 减少铸件收缩时的外界阻力,比如加大拨模斜度,加大顶针,均衡分布顶针位,加筋,尽量使镁合金件能平稳地顶出; e. 降低浇注温度,提高模温;
f. 如果裂纹很难用以上方法消除,可以在模具上加料,使裂纹外移,再机加工去除加出来的部分材料。
4)冷隔、欠铸
缺陷特点:铸件的金属流被氧化皮隔开,不完全熔融为一体,就形成冷隔,严重的就成为欠铸。冷隔常常出现在铸件的顶壁上,薄的水平面和垂直面上厚薄转接处或在薄筋上
产生原因:浇注时间过长,金属液会合时已接近凝固点,以及浇注时金属流中断,浇注温度过低等,如果是硬模还可能与预热温度不够、涂料太薄等因素有关。
改善方法:适当提高浇注温度和金属型的模温,浇注时不能中断,增强铸型的排气能力,增大浇口杯的容量和增加浇口杯的高度及直浇道的高度等。
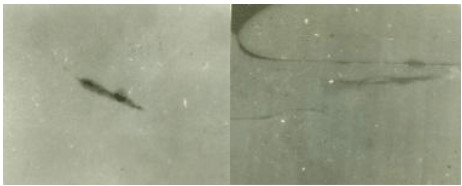
5)疏松
缺陷特点:在X光底片上呈现为黑色条状纹路或黑色云状斑块,其摄影密度不大,边缘不规则且不大明显。
产生原因:冷凝时收缩不良,铸件局部过热和燃烧,模具排气不良等。
改善方法:改善浇口,降低合金液浇注温度,改进铸件设计,消除热节部位。 如果是定位柱欠铸,可以加长定位柱再机加去除。
缺陷特点:即熔剂夹渣。主要出现在镁-锌-锆(ZM-2)合金中,它的密度远远大于基体的密度,在X光底片上呈白色的块状或粒状影像。
产生原因:主要是ZM-2合金液的熔炼需要使用镁-锆中间合金和熔剂,而镁-锆中间合金的配制又依赖于氯化物的使用,容易形成氯化物夹渣混在其中。
改善方法:通过使用特别加重熔剂、延长静止时间以及增加坩埚底部剩料等措施来克服。
2)氧化夹渣:
缺陷特点:多分布在铸件表面或铸件转接部分以及铸件内部的各部分。夹渣表面通常是粗糙而形状不规则的孔洞,在X光底片上表现为外形不定而轮廓较清晰的黑斑,其摄影密度深浅不一,有块状或片状连续性。
产生原因:浇注操作不当,例如浇注时产生涡流、搅动和卷入气体。
改善方法:在熔炼过程中加入溶剂精炼,使溶剂吸收各种非金属物质(如氧化物、氮化物等),其后将在静置过程中沉于坩埚底部。
3)裂纹:
缺陷特点:在X光底片上呈现为黑色小树枝条,有单条或多条,一般出现在铸件厚薄交界处或冷铁交界的缝隙内,分为热裂和冷裂。
产生原因:热裂由于存在严重氧化,其裂开处呈暗灰色,严重的呈黑色。金属型铸零件凸台部位的根部也容易产生裂纹,它们都是因为收缩受阻或分型过早,或取型不平稳等原因所造成。 冷裂可以出现在铸件的任何部位,其产生原因多为铸件被敲打、摔击以及内应力集中所造成。
改善方法:a. 改变零件设计结构,将尖角改为圆角,厚截面均匀地过渡到薄截面;
b. 尽可能使铸件顺序凝固或同时凝固,减少内应力产生。如在铸件上适当放大工艺余量在铸件厚大部分设置冒口或冷铁对胃口根部产生裂纹的铸件注入金属时应沿冒口壁注入或在冒口旁边另开浇口;
c. 控制原料,镁合金条不能含有促使晶粒粗大的合金元素和杂质;
d. 减少铸件收缩时的外界阻力,比如加大拨模斜度,加大顶针,均衡分布顶针位,加筋,尽量使镁合金件能平稳地顶出; e. 降低浇注温度,提高模温;
f. 如果裂纹很难用以上方法消除,可以在模具上加料,使裂纹外移,再机加工去除加出来的部分材料。
4)冷隔、欠铸
缺陷特点:铸件的金属流被氧化皮隔开,不完全熔融为一体,就形成冷隔,严重的就成为欠铸。冷隔常常出现在铸件的顶壁上,薄的水平面和垂直面上厚薄转接处或在薄筋上
产生原因:浇注时间过长,金属液会合时已接近凝固点,以及浇注时金属流中断,浇注温度过低等,如果是硬模还可能与预热温度不够、涂料太薄等因素有关。
改善方法:适当提高浇注温度和金属型的模温,浇注时不能中断,增强铸型的排气能力,增大浇口杯的容量和增加浇口杯的高度及直浇道的高度等。
5)疏松
缺陷特点:在X光底片上呈现为黑色条状纹路或黑色云状斑块,其摄影密度不大,边缘不规则且不大明显。
产生原因:冷凝时收缩不良,铸件局部过热和燃烧,模具排气不良等。
改善方法:改善浇口,降低合金液浇注温度,改进铸件设计,消除热节部位。 如果是定位柱欠铸,可以加长定位柱再机加去除。
上一篇:材料轻量化:宽幅镁板是热点
下一篇:蒸馏水对镁合金有腐蚀吗?