

加工镁合金用什么切削液效果好?
2019-12-07 10:02 浏览:次
镁材经常在不使用切削液的情况下进行机械加工。在镗深孔时可能需要用切削液进行润滑,而在进给速度和切削速度很高时,则可能需要用切削液来进行冷却。干式加工通常更为干净,而且加工成本更低,因此更优先得到选用。但是,最近在利用冷却来抑制氢的形成方面的成功,为“偏湿”加工法的应用铺平了道路,特别是在大批量的生产汽车零件时更是如此。在对镁进行干式加工时,安全与顺利排屑十分重要。在单机或联动机床上进行加工时,必须尽可能减少刀具周围的障碍物和凹穴,以确保切屑能够顺利地到达切屑收集区。通常使用切屑挡板、倾斜托盘、斜面床身和吹除装置等来防止切屑积聚在机床上。在联动式机床上,在机床正面沿纵向配置的螺旋式输送机将切屑传送到切屑收集区。在进行车、镗、钻、铣和创削加工时,通常优先选用干式加工法;在简单的机床上进行其他形式的加工时,因操作工可方便地观察到切屑收集区的情况,并可在万一失火时立刻予以扑灭,所以也优先选用干式加工法。
冷却液
加工镁材时,无论使用高速或低速,用或不用切削液,都可以获得平滑的加工表面。当要求使用切削液时,也主要是为了冷却工件、尽可能减少零件发生扭曲变形以及减少切屑着火的可能性(特别是当切屑中含有很容易着火的细颗粒时)。因此,在对镁进行机械加工时,切削液一般都被称为冷却液。在生产批量很大的情况下,冷却液是延长刀具寿命的因素之一。为提高机加工效率,都要求采用尽可能高的切削速度。但当使用高速时,特别是形成细切屑时,存在着火的危险。切削镁时,虽然产生的热量较少,但由于切削速度很高,同时镁的线膨胀系数很大,而热容量又很小,因此,在有些切削操作中必须采取适当的散热措施。此外,铁制或钢制衬套以及砂型铸件在与刀具相碰时容易产生火花。当进给量小于0.025mm或刀具与工件发生摩擦时,就更容易产生火花。向每把刀具供给流量为15~19 L/min的切削液流,可达到良好的冷却效果。如果由于加工任务特殊或机床方面的原因而不能使用切削液,则应将切削速度降低到150 m/min以下,并严格遵照有关刀具和进刀量方面的工艺要求。在进行攻丝、铰孔和钻深孔的过程中,有可能发生堵屑现象。冷却液有助于将切屑冲走。在为加工镁之外的金属设计的更为复杂的镜床或组合机床上,更难以通过肉眼发现失火现象,这时就更有必要用冷却液来将加工区内的切屑冲刷到收集槽中。
矿物油
以上信息是迈格镁业小编为大家收集整理的关于加工镁合金用什么切削液效果好的资料,方便大家查阅参考,若你有好的见解欢迎指正!
冷却液
加工镁材时,无论使用高速或低速,用或不用切削液,都可以获得平滑的加工表面。当要求使用切削液时,也主要是为了冷却工件、尽可能减少零件发生扭曲变形以及减少切屑着火的可能性(特别是当切屑中含有很容易着火的细颗粒时)。因此,在对镁进行机械加工时,切削液一般都被称为冷却液。在生产批量很大的情况下,冷却液是延长刀具寿命的因素之一。为提高机加工效率,都要求采用尽可能高的切削速度。但当使用高速时,特别是形成细切屑时,存在着火的危险。切削镁时,虽然产生的热量较少,但由于切削速度很高,同时镁的线膨胀系数很大,而热容量又很小,因此,在有些切削操作中必须采取适当的散热措施。此外,铁制或钢制衬套以及砂型铸件在与刀具相碰时容易产生火花。当进给量小于0.025mm或刀具与工件发生摩擦时,就更容易产生火花。向每把刀具供给流量为15~19 L/min的切削液流,可达到良好的冷却效果。如果由于加工任务特殊或机床方面的原因而不能使用切削液,则应将切削速度降低到150 m/min以下,并严格遵照有关刀具和进刀量方面的工艺要求。在进行攻丝、铰孔和钻深孔的过程中,有可能发生堵屑现象。冷却液有助于将切屑冲走。在为加工镁之外的金属设计的更为复杂的镜床或组合机床上,更难以通过肉眼发现失火现象,这时就更有必要用冷却液来将加工区内的切屑冲刷到收集槽中。
矿物油
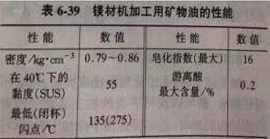
油基冷却液应使用矿物油,而动物油和植物油都不适用于镁。用于镁的矿物油切削液多种多样,而且矿物密封油和煤油已被成功地用作冷却液。为了达到良好的冷却效果,切削油应当具有较低的黏度。为防止对镁造成腐蚀,切削液中的游离酸含量应低于0.2%。切勿使用柴油之类的低闪点油。对镁进行机加工时用的矿物油冷却液的推荐性能如表6-39所示。
乳液
乳液
在某些情况下,水溶性油或“油一水"型乳液已被成功地用于镁材的机械加工。但镁使用水基冷却液是有危险的,必须特别小心。水与镁反应会产生氢,它容易燃烧,并有可能引起爆炸。在运输和存放湿态镁切肩的过程中,少量氢的不断积累是十分危险的。此外,如果湿态镁切屑发生了失火,则水将进一步加剧火势。
湿态镁切屑的回收效率很低收,并且可能毫无回价值和造成处理方面的难题。
当把使用水基冷却液的加工系统用于加工镁时,一般都要重新设计成开放式的切削液和切屑收集装置,以便于氢气的逸散。并应在系统中加入氢气检测器。此外,如果要回收切屑以便售出或处理,还应考虑对湿态镁切屑进行干燥在内的各种处置问题。即使采取了上述预防措施,还是应当特别留意安全方面的问题,以便最大限度地减小产生和积聚氢气的危险。
以上信息是迈格镁业小编为大家收集整理的关于加工镁合金用什么切削液效果好的资料,方便大家查阅参考,若你有好的见解欢迎指正!