 15896622858
15896622858 中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号
中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号 
专业技术咨询
镁合金的锻造工艺
发布日间:2019-12-06 浏览次数:
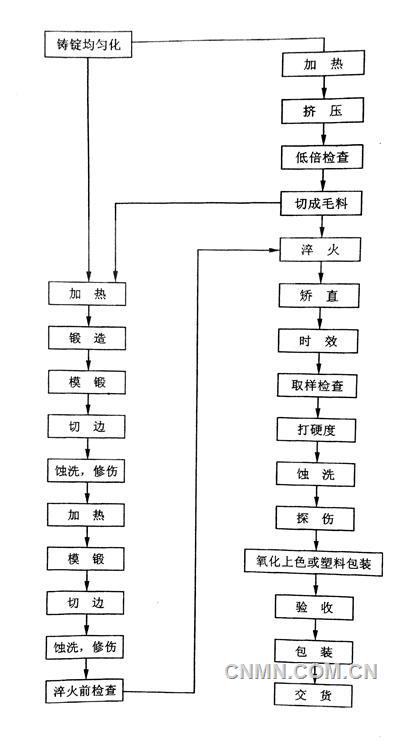
镁合金锻造对坯料显微组织有严格要求,只有晶粒细小且分布均匀的铸造圆锭才适于直接锻造,因为锻造变形要求坯料有良好的塑性变形能力,通常只有含Zr的并通过优化的熔炼铸造工艺制备的锭坯才可以锻造。因此,适于锻造的镁合金大都是Mg-Zn-Zr或Mg-RE(稀土元素)系合金,它们有足够细小的晶粒组织,而常用的Mg-Al系合金由于不能以Zr细化晶粒,其铸锭不适于直接锻造,但是可以通过挤压制坯获得适于锻造的坯料,不过生产成本却有所上升,同时Mg-Al系合金在锻造过程中有较大的晶粒长大倾向,因此这类合金较少用于制造锻件。Mg合金的典型锻造工艺(见图1)。
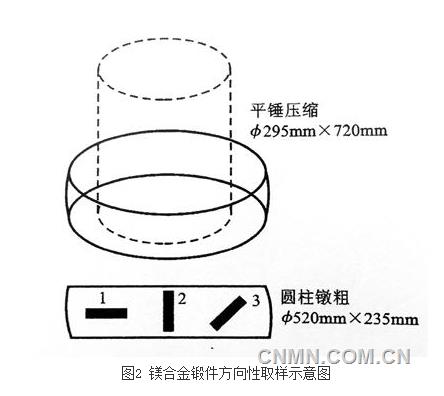
由于锻造工件沿一个方向的变形较为严重,同时由于镁属密集六方晶格,因此镁合金锻件力学性能具有显着的方向,沿变形方向的抗拉强度明显高于其他方向的(图2及表2)。为了消除锻件性能的不均性,可采用三维方向反复锻造法,用此法生产的锻件各个方向的力学性能可以达到几乎一致,大大提高了力学性能的均匀性。
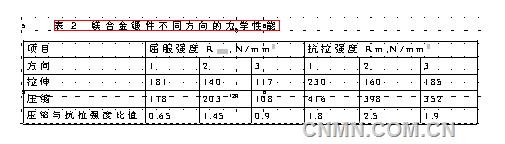
由表2中的数据可见,锻件力学性能有着明显的方向性,水平方向即金属流动方向“1”的抗拉强度Rm最高。在大多数情况下,镁合金锻件的力学性能取决于锻造时的应变硬化,温度越低应变硬化趋势越明显,但温度不宜过低,以免锻件开裂。多火次锻造时,应逐次下降锻造温度,以防再结晶与晶粒长大,同时保证终锻产品具有大的应变硬化。多火次锻造时,后一火次的温度可比前一次的低18℃左右。
当下可以制造各种尺寸和形状的锻件,但它们的尺寸主要取决于设备能力和结构。镁合金在较低速度下变形时,有着较高的热塑性。为了避免工件开裂,通常采用液压机与低速压力机,锻造变形量可达70%~90%,但在锤锻机上的变形量只有30%~70%。
- 锻造工艺是一种提高材料性能的理想方法2019-12-06
- 镁合金锻造工艺特点2019-12-06
- 铸造与锻造的区别2019-12-06
- 镁合金的锻造方法2019-12-06
- 锻造镁合金及其锻造温度2019-12-06
- 锻造镁合金及其锻造温度2019-12-06
