 15896622858
15896622858 中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号
中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号 
专业技术咨询
镁合金锭坯的机械加工
发布日间:2019-12-06 浏览次数:
铸造的镁合金锭必须经过机械加工才能进入压力加工工序,加工成半成品——镁材(板、带、棒、型材与锻件等)。首先必须锯掉锭的浇口和底部,然后锯切成对符合技术条件要求的坯料,并经车削或铣削坯料锭块表面,清除缺陷,经外观检查合格后转入下一道工序。
镁合金具有良好的可切削性能,特别是铸造状态材料的尤佳。锯切时锯齿上承受的压力为250N/mm2~400N/mm2;镁合金有良好的导热性能,热导率0.18J/(cm·S·℃)~1.50J/(cm·S·℃),硬度适中,HB为45~75。因此,可进行高速切削,锯切铸锭时可不采用水或乳液冷却,通常以压缩空气冷却即可。
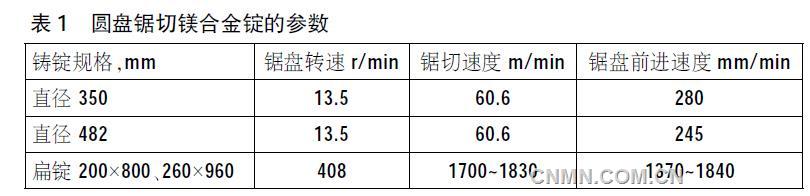
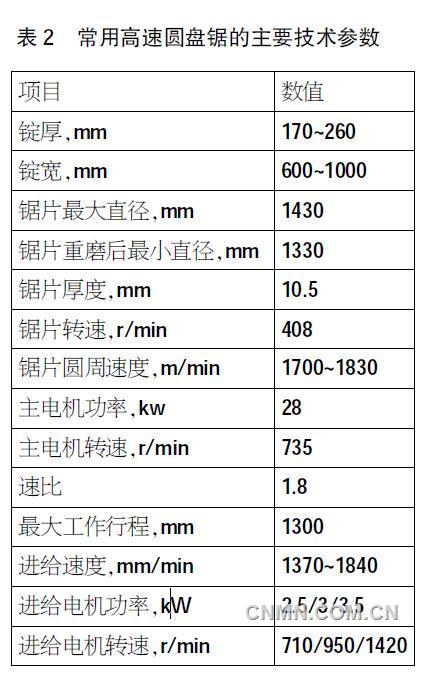
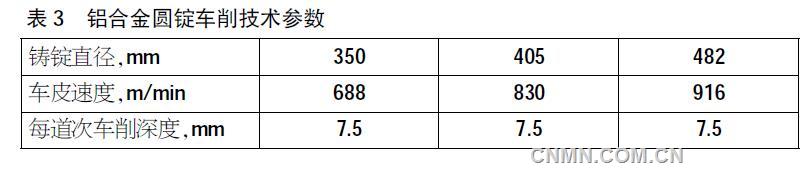
一般,锯切镁合金铸锭采用高速钢锯盘,锯齿或车刀前角15°~30°,后角约10°,锐角60°~75°。铸锭锯切参数见表1,常用高速圆锯的主要技术特性见表2,圆锭的车削参数见表3。
锭坯锯切最好用带锯,锯切时噪声低,对环境友好;锯口小,可提高成品率,减少废屑量。
镁合金锭坯在压力加工之前(轧制、挤压、锻造等)必须加热(预热)。镁合金的挤压温度为300℃~450℃,可根据合金成分、制品形状确定挤压温度,如M1为420℃~440℃、AZ31合金的为370℃~400℃、AZ61合金的为370℃~400℃、AZ80合金的为360℃~400℃。镁合金扁锭的轧制开始温度(出炉温度):M2M、ME20M合金的为450℃~510℃、ZA40M、AZ41M合金的440℃~510℃、ZK61M合金的为380℃~400℃。常用镁合金的锻造温度:AZ31B合金的290℃~345℃、AZ61A合金的315℃~375℃、AZ80A合金的290℃~400℃;MB2合金的275℃~400℃、MB3合金的250℃~450℃、MB8M合金的250℃~350℃、MB8Y2合金的230℃~250℃、MB15合金的320℃~400℃、MB22合金的350℃~450℃、MB25合金的320℃~390℃。
- 镁合金板带材生产2019-12-06
