15896622858
15896622858 中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号
中国(河南)自由贸易试验区洛阳片区高新技术产业开发区滨河路22号 
专业技术咨询
镁合金的挤压
发布日间:2019-12-06 浏览次数:
工模具的准备
镁合金挤压筒及镁合金直接接触的工具应是专用的。镁的熔点比铝的低10℃,热导率低30.2%,而线膨胀系数却比铝的大5.9%。因此,在设计镁的挤压模具与锭坯加热时都应加以考虑,模具工作带、模孔加工尺寸的热胀冷缩余量应比铝的大一倍左右。
由于镁及镁合金的塑性低,不易变形,与钢的亲和力低等特点,挤压垫片与挤压筒内径的配合偏差可取+(0.2~0.3)mm。挤压后,残料(压余)与挤压垫易分离,故用不着润滑挤压垫。
镁合金的可焊性能不如铝合金的,在用平面分流组合模挤压管材与空心型材时,应精心设计分流孔与导流系统,以降低流动阻力,增大焊合均匀性。挤压AZ31B合金自行车三角架管材可用平面分流组合模,挤压前锭坯应进行均匀化处理,400℃/12h;挤压筒温度250℃~350℃;挤压温度320℃~380℃;挤压速度0.5m/min~1.5m/min;挤压比40~80。
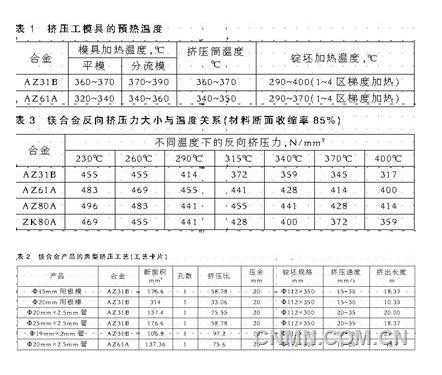
镁合金挤压模具可用H13模具钢制造,淬回-回火后的HRC硬度47~51。国产H13钢的品质与进口的相比还有一定差距。挤压前应预热工模具(见表1),预热温度比锭坯加热温度低20℃~30℃,加热时间以热透均匀为准。
镁合金热挤压的工艺参数有:产品尺寸、管材壁厚、合金、挤压筒尺寸、挤压温度、挤压速度、挤压比、单位挤压力等。镁合金的挤压温度与合金种类及产品形状有关,典型挤压温度300℃~450℃。温度对镁合金塑性变形特性影响很大,因此,可调节挤压温度以适应不同挤压比。镁合金的挤压比为10~100,而且对预挤压坯料可采用更大的挤压比。挤压镁合金时会产生大量的热,必须采取冷却措施散发热,否则,产品出模温度可能超过固相线温度,引发裂纹,造成废品。镁合金产品的典型挤压工艺(见表2)。
挤压后,首先从挤压筒内取出模具,从锭坯上剪切下后再取出残料,残料可循环使用。如果将锭坯新料旋转在挤压筒与余料焊合,那么就可以进行连续挤压,但是锭坯上应有纵向预留槽,以便新旧锭坯间卷入的气体散出,纵向槽可以铸造出,也可以机加工成或挤制出。
反向挤压
反向挤压是制品的流出方向与挤压轴的运动方向相反。镁合金反向挤压温度为175℃~370℃,具体温度依合金成分及挤压速度而定。手工装料时速慢,锭坯和模具加热到260℃;自动装料速度快,锭坯和模具温度可降低175℃。挤压时模具温度可上升约30℃。
反正挤压力主要取决于合金成分、挤压比和挤压速度,约为铝合金反向挤压力的50%。四种镁合金在230℃~400℃、断面收缩85%时的反向挤压力(见表3)。