

锻造镁合金及其锻造温度
2019-12-06 13:56 浏览:次
镁合金锻件在各个领域都有应用,但是用得最多的是汽车工业,车轮是一种主要产品,锻件组织致密,性能远高于铸造产品。
锻造特点
镁合金的锻造技术与铝合金的大体相同,但也有一些明显的差异。
镁合金在高温下的表面摩擦系数较大、流动性差、黏附力大、充填较深垂直盲孔较为困难,因此镁合金锻件的内外圆角半径和肋厚等都比铝合金的大。
在大多数场合镁合金锻造坯料是挤压的,一般在挤压前都进行均匀化处理,减少了力学性能的各向异性。
锻造时,不但坯料应预热,锻模也应加热到一定的温度,否则高温锻坯与冷模接触由于急冷可产生龟裂。
镁合金对变形速率极为敏感,增大变形速度塑性显着下降,因此较复杂的锻件需经过多次(火)成形,同时锻坯温度应一次比一次的低,以免晶粒长大,每一次下调15℃~20℃。
锻造镁合金及其锻造温度
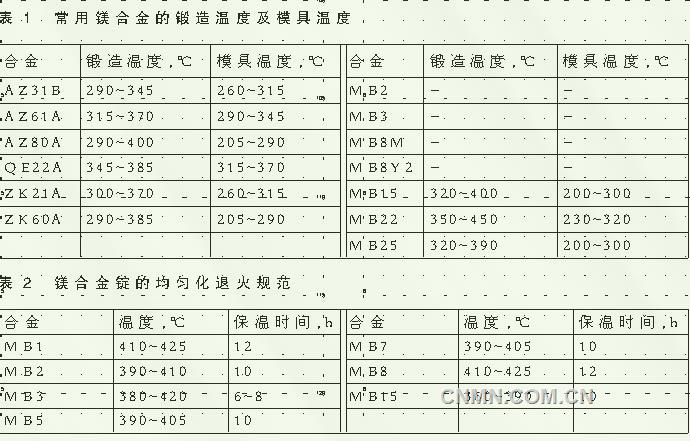
常用锻造镁合金的锻坯温度及模具预热温度见表1,锻坯既可以是挤压的也可以用直接铸造的,但以前者的居多,用铸锭直接锻造,简化了工艺,降低了能耗,不过前提是铸锭晶粒组织是否适合直接锻造,晶粒太粗不行。向Mg-Zn-Zr系合金添加稀土元素钕和钇进行变质处理细化晶粒,可以获得适合于直接锻造的晶粒组织。Mg-Al-Zn系合金是一类获得广泛应用的可用于锻件的镁合金,不足的是,铸锭晶粒较粗大,不适于直接锻造,必须采用预挤压锭坯。大多数镁合金的锻造温度为290℃~415℃,但高锌的ZK60合金除外。高温镁合金的锻造温度高,同时锭坯加热时间宜长些,使共晶相充分溶解。
镁合金可以锻成不同尺寸的形状的锻件,锻件尺寸取决于设备能力和结构,锻造方法有自由锻和模锻,可以开式锻也可以闭式锻,可用液压机锻造也可以在机械压力机上锻造或锤锻。
自由锻在平砧或异形砧上进行,也可用辊轮进行环锻。锻造前模具应加热到一定温度,以确保终锻温度。铸锭应经过处理与挤压(表2),因而可以使用较高的变形速度。通常采用锯切下料,而不采用剪切,以免切口处形成裂纹,锭坯锻造前应车皮,消除表面粗晶层及其他缺陷。锭坯加热时间可按(1.5~2)min/mm计算,总时间不宜长于6h。镁合金锭均匀化后在空气中冷却。
相关推荐
-
锻造镁合金及影响锻造成形的几个关键因素
概述了两类常用的锻造镁合金及其塑性变形特点。重点分析影响其锻造成形的几个关键工艺因素,包 括锻造温度、变形速率及晶粒尺寸,并从该角度进一步论
12-06
2019 -
锻件的机械性能常优于铸件
锻件力学性能好是因为组织均匀、细小、致密,缺陷少,而铸件则可能存在较多的缺陷,比如缩孔、缩松、气孔、夹杂物等,还有铸造应力,这些都会降低
12-06
2019 -
锻件和热轧件,哪种力学性能会更好点
锻造和轧制,都属于金属的压力加工方式。两种方式各有各的优势,锻造适用小批量,多规格,大尺寸;轧制适用于大量生产。因此,合金锻件和热轧件二
12-06
2019 -
镁合金铸件与锻件的精整
镁合金铸件与锻件在成形与固溶处理-淬火后,都或多或少存在着残余应力与变形,尺寸和形位精度可能达不到标准要求,表面也会残留润滑剂、灰渣、氧化
12-06
2019