

镁合金板带材生产
2019-12-06 13:57 浏览:次
热轧前锭坯准备
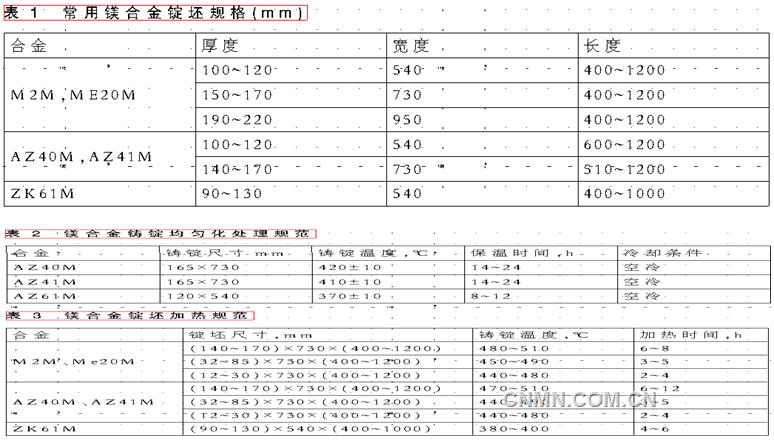
热轧前锭坯准备包括:锯切头尾、铣面、均匀化处理与加热等等工序。可用壁厚60mm的铁模、半连续法或连续法铸造扁锭。一般,锭的尺寸:厚125~350mm,宽410~1050mm,长900~2050mm,宽度与厚度之比最好为4∶1,均匀化处理可在铣面前,也可以在铣面后,铣面厚度以能除去表面种种缺陷为准,通常为18~20mm,个别情况可铣得更深些。A240M、AZ41M、Mg99.00等合金锭的小面应铣成钝角,挤压锭可不车皮。常用锭坯规格如表1所列。均匀化退火温度等见表2,均匀化处理可采用卧式空气循环电炉或辊底式炉。加热制度见表3。
铣面
镁合金锭的可切削性良好,刀具使用寿命长,硬质合金铣刀寿命可达2000h;每次铣削深度5~10mm;铣后表面光洁,可满足品质要求;镁合金的热导率高,铣削时可不用冷却剂。
均匀化处理
半连续铸造镁合金锭的冷却速度快,是在不平衡条件下凝固的,晶内偏析较为严重,还存在着较大的残余应力,为了消除这些缺陷与提高合金的塑性与改善合金的力学性能,应对铸锭进行均匀化退火处理。不过,M2M、ME20M合金的塑性好,可不进行均匀化处理。均匀化退火一般采用卧式空气循环电炉。
锭坯加热
锭坯加热可采用电阻炉、燃气炉,应保证空气循环速度≥40次/min,炉内温度偏差不得大于±6℃。可用热电偶监测炉内热空气温度与锭坯温度,并应用安全系统,由位于加热炉顶部的热电偶和可以关闭的控制器组成,一旦炉内温度或锭坯温度超过设定值,系统就会及时切断热源。
锭坯加热时可能发生燃烧,所以加热前应清除锭上的毛刺与飞边,如在空气循环电炉内加热应避开风口区,在专用炉内加热一般不会发生燃烧。加热时还可以采用保护气氛,保护气体有SF6、SO2、CO2。SO2的浓度达0.5%后即有良有的保护作用;CO2的浓度达3%就不会发生强烈的氧化。不过采用SO2作为保护气体会产生少量硫酸,对加热系统有腐蚀作用,应加强设备维护,及时更换受损零部件,应特别注意控制系统的检修。
相关推荐
-
镁合金板带材生产(4)
与铝合金的热处理相似,镁合金热处理是改善,调整其各种性能和工艺特性的重要手段,常用的热处理为退火、固溶处理和时效。
12-06
2019 -
半固态成形坯料制备
电磁搅拌法克服了机械法的一些缺点,成为制备半固态成形坯料的主要工艺,在铝、镁合金零件半固态成形中获得了较多的应用。
12-06
2019 -
镁合金板带材生产
镁合金板带生产工艺有四种:铸锭热轧法,双辊式连续铸轧法,哈兹雷特连铸连轧法,挤压坯温轧法。现在谈谈铸锭法生产镁合金的轧制工艺。
12-06
2019 -
镁合金锭坯的机械加工
铸造的镁合金锭必须经过机械加工才能进入压力加工工序,加工成半成品镁材(板、带、棒、型材与锻件等),首先必须锯掉锭的浇口和底部,然后锯切成
12-06
2019