

镁合金的挤压
2018-01-02 10:00 浏览:次
镁合金的挤压成形都是在热状态下进行,挤压方法有正向挤压法,也可以采用反向挤压法,但绝大多数挤压镁材即约90%以上的镁合金挤压材是用正向挤压法生产的。镁合金管、棒、型、线的生产可用单动挤压机,也可用双动挤压机,有用卧式挤压机的,也有用立式挤压机的,可以用正向挤压机,也可以用反向挤压机。通常,用于挤压铝材的挤压机都可以用于挤压镁材,但锭坯加热炉不可直接通用,需加以适当改造以防镁锭燃烧。铝、镁合金挤压参数也有很大差异。
正向挤压是制品流出方向与挤压轴移动方面一致的工艺(见图),挤压时将加热好的锭坯推入挤压筒,挤压轴在主柱塞作用下迫使挤压筒内的镁合金流出模孔,而锭坯则随着挤压过程的进行而缓慢地向前移动,锭坯表面与挤压筒内衬内壁发生激烈的摩擦。

正挤压法优点很多,灵活性大,可生产种种挤压制品,设备结构、工模具装备和生产操作也比其他挤压法的简单。但是,其主要缺点是在挤压过程中由于锭坯在挤压筒内移动而产生很大的摩擦力,使金属流动不均匀,几何废料多,而且在挤压条件相同时,正挤压法的挤压力比反挤压法的大30%~40%。镁及镁合金在挤压时易与工模具粘结,摩擦状态比铝及铝合金的差得多;镁合金锭坯加热时,温度也不易均匀,因此在挤压时,只有在确保温均匀和充分润滑条件下,才能获得均匀的流动。
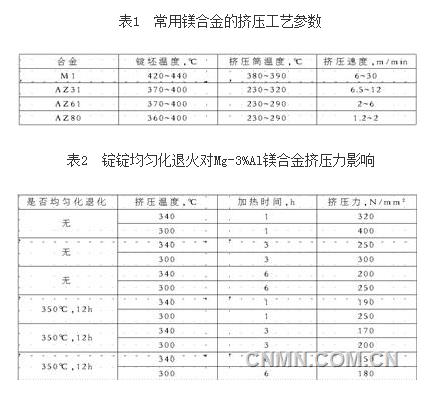
镁及镁合金的挤压温度为300℃~450℃,可根据合金成分、制品形状确定具体挤压温度,挤压比可10∶1~100∶1,若采用预挤压坯料,则挤压比可更大一些。镁合金的焊合性能远不如铝合金的,因此,生产管材时除个别情况外,宜采用穿孔针或空心锭坯挤压,常用镁合金的挤压工艺参数见表1。
镁合金的挤压速度不宜快,例如AZ31合金的挤压速度应不得超过6063铝合金的1/3。对于同一合金,中空型材的如管材的挤压速度可为实心型材的1/3~1/5。锭坯若经过均匀处理则挤压力可显着下降,用直径98mm、长150mm锭坯挤压Mg-3%Al合金直径44mm、壁厚1.5mm管材时,均匀化退火对挤压力的影响见表2。
相关推荐
-
AZ31镁合金热精轧及热处理工艺实验研究结果
(1)在多道次轧制中,单道次变形量25%所得到的板材具有最细小的微观组织. (2)在所进行的镁合金板材的轧制实验中,坯料轧制温度300℃和400℃对最终热处理后的
12-06
2019 -
镁合金状态简介
F 自由加工状态 适用于在成型过程中,对于加工硬化和热处理条件特殊要求的产品,该状态产品的力学性能不作规定(不常见) O 退火状态 适用于经完
12-06
2019 -
镁合金能否热处理强化完全取决于固溶度是否随
镁合金具有较高的比刚度、比强度、良好的电磁屏蔽性、减振性能和散热性能,是最轻的结构金属材料之一,在航空航天领域具有广泛的应用前景。
12-06
2019 -
AZ31镁合金的再结晶温度
250度左右正解。镁和铝的熔点差不多,660度左右。而一般金属的再结晶温度是0.35~0.45倍的熔点。所以250左右是没错的。
12-06
2019