

ZM2镁合金化学成分及力学性能
2019-12-27 10:16 浏览:次
ZM2是ZM1加入0.7%~1.7%Ce的合金。加RE后合金中形成了Mg-Zn-RE化合物或Mg,Ce相,以离异共晶形式分布于晶界上,因而改善了热裂和疏松倾向。在一定范围内,RE加入量愈多,共晶量愈高,铸造性能也愈好。但RE过多会从a固溶体中夺取大量2n,降低时效后的强度和塑性,故RE加入量应控制在合理范围内。
ZM2有良好的铸造性能和均匀而又高的铸件切削性能,常用来代替ZMS铸造各种零件。
分布在晶界上的MgZnRE化合物热稳定性高,固溶处理也不溶解和破坏,对室温强度和塑性没有改善作用,甚至于还有不利影响。但对耐热性有好处,故ZM2有较高的高温瞬时强度和在150-200℃有良好的抗蠕变性能,适于铸造在该温度工作的发动机匣、整流舱和电机壳体等。
2M2 多在T1状态工作,T.-(325 ±5)℃,5~8 h T1处理对强度的提高作用不大,但能提高0.2(由铸态的120提高到TI的150MPa),一般不进行T6处理,因固溶处理能使晶粒长大,02反而降低(降低到120 MPa)。
ZM8合金同时提高了Zn和混合RE的含量,充分发挥了强度高,铸造性能好的优点,是铸镁合金中强度最高的一种。这种合金可进行T6处理,更适合氢化处理。但进行氢化处理的ZM8合金,Zn不能超过6.0%~6.5%,否则强度不再升高,0值降低,不过RE在2.0%~3.7%范围内无明显影响。
(1)ZM2合金的化学成分及杂质含量见表2-99
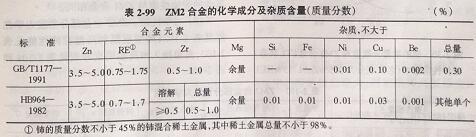
(1)ZM2合金的化学成分及杂质含量见表2-99
(2)热处理制度(T1),ZM2合金常用的有三种时效制度:
1)325℃ ±5℃保温5~8 h,空冷。
2)330℃保温2h,空冷;175℃保温16h,空冷。
3)330℃保温2 h,空冷;140℃保温48 h,空冷。
(3)熔炼与铸造工艺:
1)ZM2合金的熔炼铸造工艺与其他含稀土、锆的合金相似。锌以金属形式加人,其损耗可忽略不计。稀土以混合稀土金属加入,其损耗量视熔铸条件而变。
2)合金制备过程中要防止铝、铁、硅、锰等元素沾污合金,因为这些元素会妨碍锆对合金的晶粒细化效果。
3)由于锆的溶解度低,且易与各种杂质元素形成化合物而损失,锆的加入量必须为合金中所要求含锆量的3~5倍。
4)锆的质量分数与ZM2合金的力学性能密切相关,见图2-30,因此要特别注意熔炼操作和温度控制。

图2-30锆的质量分数量对ZM2合金(T1状态)
拉伸性能影响(名义成分为3.5%Zn,1.75%RE)
(4)物理性能。ZM2合金的熔化温度范围在525-645℃;密度为1.85 g.cm-3;20℃时的电阻率为60n2.m;无磁性;热导率见表2-100;比热容和线膨胀系数见表2-101.
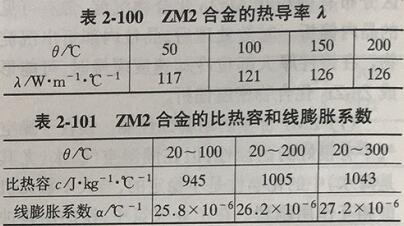
(4)物理性能。ZM2合金的熔化温度范围在525-645℃;密度为1.85 g.cm-3;20℃时的电阻率为60n2.m;无磁性;热导率见表2-100;比热容和线膨胀系数见表2-101.
(5)ZM2合金的抗氧化性能。镁合金在空气中的燃点为400℃和400℃以上,但燃烧的难易程度还与材料本身的尺寸和形状有关。细小颗粒与粉尘状态的镁极易燃烧。机械加工和锯切时产生的细屑较大,着火的危险程度也低于粉末,但切屑一旦加热到燃点以上就容易燃烧。厚大截面的镁合金只有在延长加热之后燃烧。熔融镁合金与水接触产生剧烈反应,因此,危险性比其他金属大。
(6)组织结构。ZM2合金铸态组织为a-Mg固溶体和晶界分布的a-Mg加化合物的断续网状共晶。330℃温度下时效处理4h后,晶内析出细小沉淀物。
(7)耐腐蚀性能。ZM2铸造镁合金在干燥空气中有很好的耐蚀性,但在潮湿空气、水(尤其是海水)中的化学性是不稳定的,与大多数无机酸相互作用剧烈。在工业气氛中,镁的耐腐蚀性与中碳钢相近。镁的氧化膜不致密,故须经表面处理后,方可在大气条件下长期使用。
其他的耐蚀性能与ZMI合金相同。
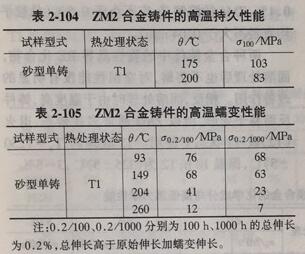
(8)力学性能。ZM2合金部分室温力学性能见表2-102;典型室温和高温拉伸性能见表2-103;高温持久和高温蠕变分别见表2-104和表2-105


(9)工艺性能与工艺操作特点:
1)铸造温度675-815℃
2)铸造性能:ZM2铸造镁合金具有良好的铸造工艺性能。用浇铸试棒长度的方法测定流动性为170 mm。合金形成显微疏松的倾向较小。热裂倾向性试验测定的第一个裂纹是在环宽度为22.5 mm处形成。线收缩率为1.5%。
3)焊接性能:ZM2合金可用氩弧焊焊接,合金在锌含量低、稀土含量高的情况下焊接性能好;反之则较差。
接后消除应力。
·焊后要经内部质量和表面裂纹检查。
4)零件热处理工艺。铸件仅经时效处理。
5)表面处理工艺:铸件表面应经化学氧化处理,使其表面形成一薄防护层。在处理之前铸件必须经吹砂处理。
·根据零件的不同用途,氧化处理后进行涂油或涂漆保护。
6)切削加工及磨削性能。合金具有优良
的切削加工性能,可在较其他金属大吃刀量下并且很易进行切削加工。切削掉一定量金属所需要的功率低于其他任何金属。切削加工时,用或不用切削都不需磨削和抛光,即可得到极好的光洁表面。
(10)品种规格与供应状态:
1)合金铸件主要用砂型铸造工艺生产,也可用金属型铸造工艺生产
1)合金铸件主要用砂型铸造工艺生产,也可用金属型铸造工艺生产
2)铸件在人工时效状态下应用。
(11)应用概况与特殊要求:
(11)应用概况与特殊要求:
1)合金已用于涡轮喷气发动机的前支承壳体、飞机电机壳体、油泵壳体等零件,并可用于各类机匣铸件及结构件。
2)在规定成分范围内,低锌、高稀土的合金具有最好的铸造、焊接工艺性能,但拉伸性能最低;反之,高锌、低稀土合金,拉伸性能最高,而铸造、焊接工艺性能最差。
上一篇:ZM1镁合金化学成分及力学性能
相关推荐
-
Mg-Li系超轻变形镁合金化学成分及力学性能
Mg-Li系变形镁合金 A概述 目前,在轻合金材料中Mg-Li系合金是最 轻的一种,其密度比一般工业镁合金小15%- 25%,比铍合金小25%-30%,比铝合金小50%,而比强度
12-31
2019 -
Mg-Zn-Zr-Y系高强度变形镁合金-MB25镁合金成分及力
Mg-Zn-Zr-Y系高强度变形镁合金(MB25) A概述 MB25是Mg-Zn-Zr-Y系高强度变形镁合金。通常不经热处理,于热挤压或热锻压状态供应。但亦可在人工时效状态下使用
12-31
2019 -
Mg-Y-Zn-Zr系热强变形镁合金-MB22化学成分及力学性
Mg-Y-Zn-Zr系热强变形镁合金(MB22) A概述 MB22是Mg-Y-Zn-Zr系热强变形镁合金,主要制成板材。其室温拉伸强度略高于MB3合金,高温屈服强度、高温瞬时强度和压
12-31
2019 -
Mg-RE和Mg-Th系耐热变形镁合金化学成分和力学性能
Mg-RE和Mg-Th系耐热变形镁合金 A概述 镁中加入稀土元素的作用主要是: (1)能显著提高镁合金的高温强度和抗蠕变性能。Mg-RE系合金可以在150~250℃较长期工
12-31
2019